
36 grit silicon carbide dressing stone :
This is an extremely coarse stone, the individual grits are so large that
they can be seen by the naked eye. The stone is rated at 36 grit which
corresponds to a particle size of 1/2 mm 1 . This
stone has individual grit particles in the range of 1/2 all the way up to 1 mm
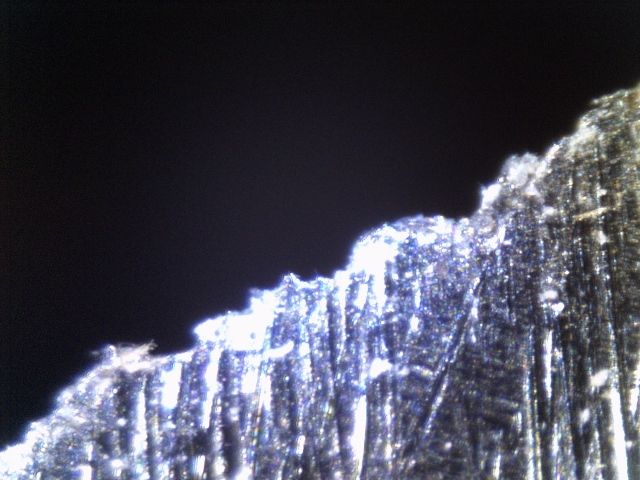
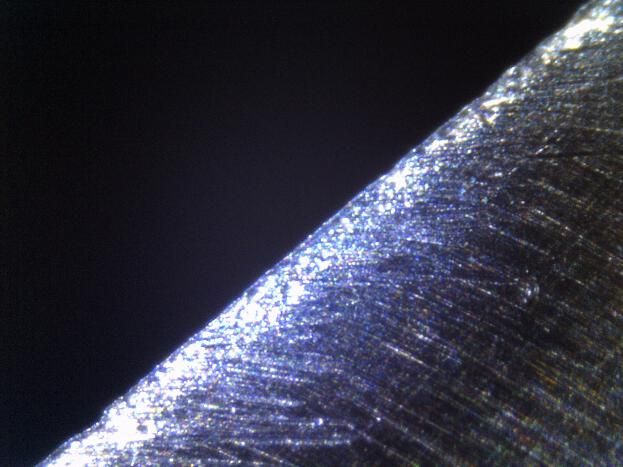
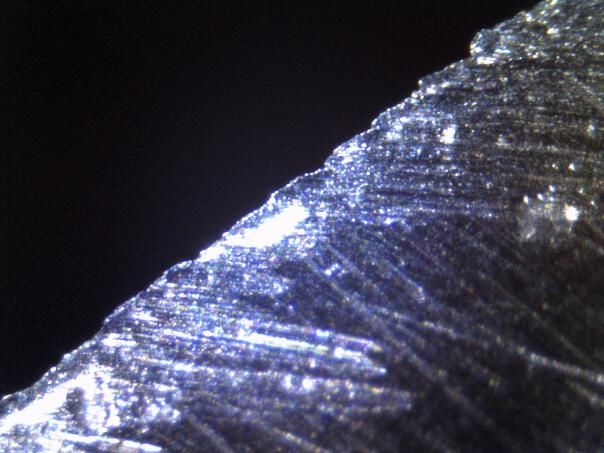
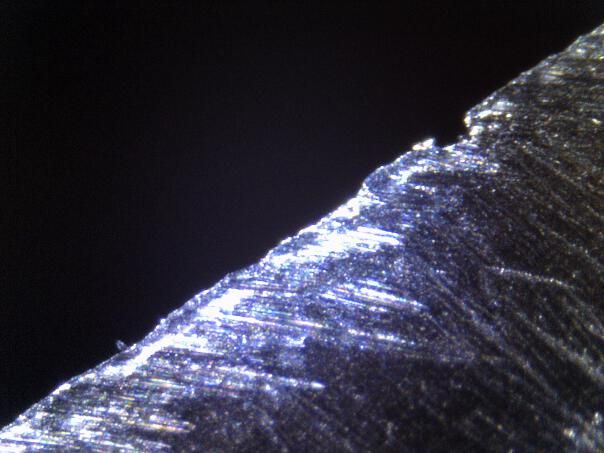
in size, that is 1000 microns. The grit is so large that it can't even be
resolved at 50X and so the surface picture was taken at just 5X magnification.
Silicon carbide, trademarked carborundum, formed traditionally through the
Acheson-Process (silica sand + coke forms silicon carbide and carbon monoxide)
comes in various grades. This stone
is made from black silicon carbide which is slightly softer than
green silicon carbide but significantly tougher. Green silicon carbide is a
more pure form of silicon carbide, often 99% pure while black silicon carbide
is 95%+ pure and contains free carbon and silica.
2
Carborex Green is a green, high purity, friable, medium density silicon carbide.
Carborex is a black, semi-friable, medium density, silicon carbide abrasive.
As the black silicon carbide is less friable that means it is normally
advocated for more aggressive dressing as it can withstand higher pressure
without fracture/wear of the dressing stone. Now to be clear, this is a
dressing stone, it is made to grind against other abrasives which are designed
to sharpen and grind. The dressing stone therefore has both an extremely
coarse grit and a very strong bond to enable it grind down other worn
abrasives and not fragment in the process.
This has all the problems of inexpensive sharpening stones :
This is because it isn't intended to be a sharpening stone and none of
those issues are concerns for a dressing stone. However they do pose various
problems with attempting to use it as a sharpening stone - which is just a
learning exercise mainly and a fun experiment with abrasives.
As this is a very low grit abrasive it will produce a fairly jagged edge.
However it is difficult to get a high sharpness as the apex can get flattened
from direct impacts. This is partially due to the extreme coarseness of the
abrasive but mainly due to the fact that it is very irregular and grit sticks
up from the surface. These large bits snag the apex of the edge and smash it
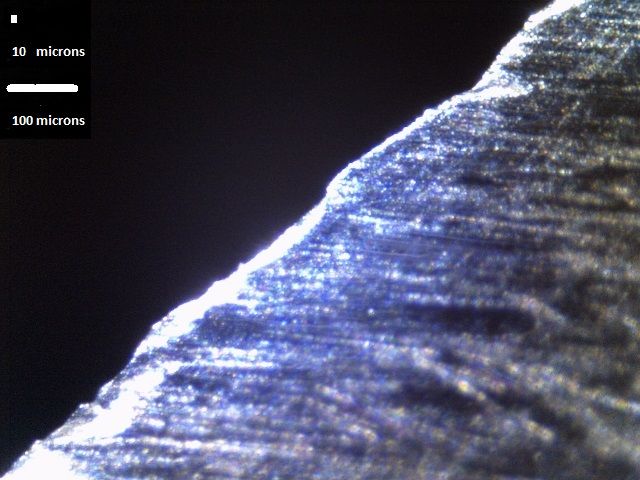
in. A quick check of the edge under 50X magnification shows heavy deformation
of the apex vs direct abrasion.
The simplest solution is to just lap the stone against another abrasive to
even out the surface. However unless the other abrasive is hard enough to cut
this stone and coarse enough to prevent just wearing the abrasive down flat,
this will just reduce the cutting ability of the stone.
In order to use it as a sharpening
stone then :
and as well trailing passes can be used.
Note the stark contrast between
the dressing stone edge which was ground fairly heavy with water vs
the edge produced by the
36 grit sanding belt. That sanding belt was cut off and mounted to a piece of
wood to make a very coarse stone. It was used with much lower force and oil.
This produced a much sharper edge with less impaction and more abrasion and
much higher edge retention.
Of course regardless of how it is used
to sharpen, the push cutting sharpness off
of the dressing stone will
be very low due to the very coarse grit :
This isn't an edge which is going to perform well doing push cuts :
However while the push cutting ability is very low,
the slicing edge retention on abrasive material is fairly solid.
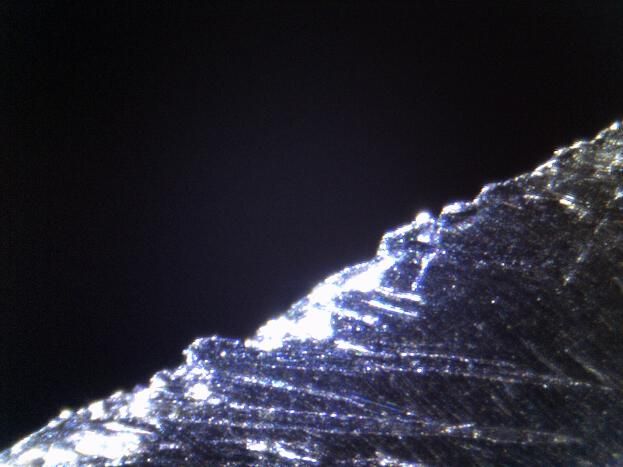
The edge retention is enhanced as it wears down in stages which can be readily
observed even under low magnification (50X):
as the edge wears and it stops cutting and gradually loses slicing ability.
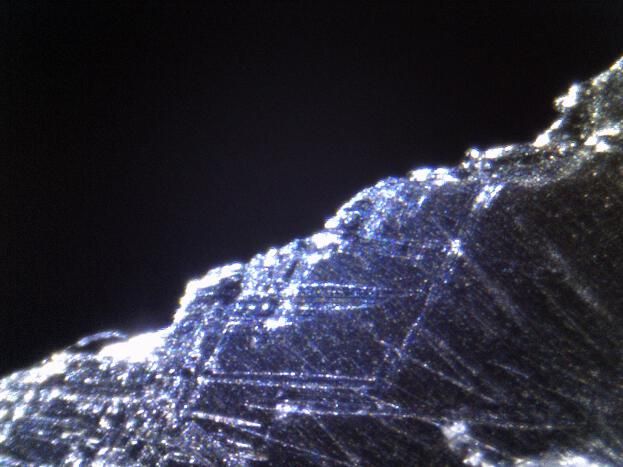
In high carbide steels there is another stage :
And this leaves the edge jagged again and the process can repeat. However
low carbide steels like the 3Cr13 one shown on the right just wear smooth.
However it takes a long time as in ~1000 slices of 1/2" manilla hemp as
blunting is strongly nonlinear. Even after 500 slices that knife still slices
1/2" hemp with ~15 lbs of force on a 2" draw.
In regards to the contrast noted in the above about the edge off of the
dressing stone which was cut with high force and water vs the 36 grit sanding
belt which was used light with oil,
note the difference in edge retention between both 36 finishes :
The edge from the 36 grit
sanding belt has almost four times as high edge retention. This isn't due to
any difference in the abrasives, it is possible to get the dressing stone to
form an edge similar to the 36 grit sanding belt, it just has to be used with
oil and low force. The oil and low force keeps the abrasive cutting and
prevents the edge from catching and snagging on any of the irregular grits.
Using the technique noted in the above :
The edges produced are far sharper and have much stronger edge retention.
They don't show any of the heavy impaction of the edge which is formed with
high force and water and they shows that very irregular and jagged edge of a
properly formed ultra-low grit edge.
The initial cutting performance is fairly solid and the edge retention
slicing 1/2" hemp with a 2" draw was vastly improved vs the edge ground with
high force and water :
The edge retention approximately doubled to a TCE of 7.4 (2) over the edge
produced with high force and just using water.
Initially this stone cuts very fast, as to be expected given it is a 36
grit abrasive, though it takes a lot of force to get the very large grits to
cut into steels. As an example, bringing the edge on a 3Cr13 stainless steel
knife to an apex as compared to a Suehiro 'Chemical' 320 grit waterstone :
This was with a 5 lbs load on an edge bevel of 1/16" wide which produced
pressures of :
The Suehiro is much wider, hence the lower pressure as the contact area is
much higher. The Suehiro is a fast cutting water stone and as it is very
narrow compared to most sharpening stones it generates high pressures which
will enhance the ability of the coarse abrasive to cut.
However as the bond strength is very high in general this
isn't an issue because even the LCP (lower critical point) is very high and
thus the pressure needed to cause unworn abrasive loss in general won't be
reached. The downside of this however is that as the abrasive wears, new
abrasive is very unlikely to be released and the surface of the stone will
just become very smooth and stop cutting and start rubbing and burnishing.
What is also unfortunate, from the point of view of using this as a
sharpening abrasive, is that since this is black silicon carbide it is very
tough and resistant to direct fracture. This means that if it is lapped with
common methods then all that will happen is that the surface will end up
covered in planed down and flattened grits.
Now if this stone is somehow forced into the role of having to be a
polishing stone then that is a way that it can be achieved as this very worn
surface will act as a decent burnisher. Now it will still apply some abrasion
but it will be much finer than the as-boxed finish of the dressing stone.
Interestingly enough when lapped with a x-coarse DMT stone, the dressing stone
produces a finish similar to a medium grit ceramic rod.
That 15 dps micro-bevel :
However the edge retention slicing 1/2" hemp was reduced down to a fraction
of the as-boxed finish (about 1/7) which is as expected given the now very
high polish it produces.
Another solution commonly used to flatten stones is loose silicon carbide
grit. However using various grits in an oil suspension did not restore the
surface of the dressing stone. Even using 36 grit silicon carbide grinding
compound simply wore the surface of the stone and produced the same large flat
sections of the individual silicon carbide grits.
In order to recut the dressing stone and restore it to an aggressive
cutting finish then an abrasive is needed which is :
The reason that it has to be very coarse is that if it is fine then all it
will do is just grind down the silicon carbide stone and produce large flats
as noted in the above when the x-coarse diamond stone was used on the dressing
stone.
Using a 36 grit brazed diamond abrasive, the surface of the dressing stone
was not only readily cut and produced a slurry, the particles were removed at
the visible level. The produced a very coarse surface which had a similar
level of aggression as the as-boxed surface.This difference was dramatic and
could not only be directly observed but also simply felt.
A quick check on the cutting ability of the stone with the recut surface,
again sharpened with :
It produced a very aggressive slicing edge, slightly finer than the
as-boxed edge which would be expected given the lapping abrasive is similar in
size to the dressing stone abrasive. Ideally an even more coarse abrasive
would be used to lap / dress the surface of the dressing stone.
This edge :
It also had very strong slicing ability and edge retention on 1/2" hemp.
Silicon carbide is among the hardest of grinding abrasives, it will readily
cut all steels and is only exceeded in hardness by vanadium carbide. There is
no real issue of steel sensitivity of this stone. It will cut all steels
equally poorly or good depending on the condition of the surface. However, if
it is used on high carbide steels then the surface will wear and it will stop
cutting unless it is reconditioned. As it is extremely coarse silicon carbide
with a very strong bond it is not at all trivial to recondition. It makes
doing so with a Norton India trivial in comparison.
36 grit dressing stone :
This stone isn't intended to be a sharpening abrasive. It is intended to be
used to deglaze and true other sharpening stones in power grinding equipment.
For general sharpening the bond is so strong that it makes sharpening
problematic as it is very difficult to restore the cutting surface once worn.
Comments can be emailed to Please Use the Forum or by posting to the following thread :
Most of the pictures in the above are in the PhotoBucket album.
1
: Conversion Chart Abrasives - Grit Sizes
2
: Silicon nitride and silicon carbide qualities

Quality and Consistency
Finish



Cutting speed and pressure
Maintenance





Steel suitability
Summary
Comments and references
Up
Last updated :
Originally written: 31/03/2015